Chapter 29
Industry – General
A major factor in the development of industry in Cockermouth was an abundance of water power. Mannix and Whellan put it briefly in their 1847 directory
- “Besides being intersected by the Derwent and Cocker rivers, the town is also refreshed by two smaller streams which rise a few miles east, and are a great convenience to the manufacturers of Cockermouth and neighbourhood.” [I]
Water driven mills were built not only along the banks of the Derwent and Cocker, but also on those smaller streams of Tom Rudd and Bitter Becks.
The earliest evidence for water wheels in Cockermouth occurs in St. Bees records [2], which mention a fulling mill in the town in the latter half of the 12th century, and a little later a charter of William de Fortibus refers to fulling mills at Cockermouth and Dearham in the mid-13th century. [3] Davies-Shiel [4] lists 51 such mills in the Lake District by 1328, the first two at Hugill and Staveley from 1135, the third at Cockermouth from 1156, and the last of the 51 at Embleton from 1327. Probably there were corn mills using water at a much earlier date.
Wind power was harnessed in England in the 12th century. The first mills were of the post type, the mill revolving: then came the stationary body with a revolving cap; and finally the brick tower of up to five floors as seen in Cockermouth. [5] Cockermouth with plentiful water, probably had only two.
The use of water has often given rise to difficulties and controversy – the conflicting claims of adjacent mills, as at Rubby Banks; [6] the re-use of water below a mill, perhaps by an industry needing a pure supply; obstruction to navigation by mill dams and the loss of depth below weirs; and interference with long-established irrigation schemes, as in Bassenthwaite in the early 1950s when a beck at the head of the valley was tapped for the Wigton supply. These problems escalated with the industrial development of the 19th century.
Cockermouth’s position as a market town has given its industry a bias towards the animal products of wool and leather, although cotton and linen later became important. We have referred to an early fulling mill, and only woollen cloth is ‘fulled’. By 1453 there were two such mills, one at least on the Cocker. [7]
The town’s industrial development received a boost with the dissolution of the monasteries in 1536-40. They had extensive holdings in Cumbria [8] and upon dissolution the buying and selling of wool, which had been carried on by the monks and their representatives using their own clearing houses, passed to the towns. A dozen Cumbrian religious houses were closed, the nearest to Cockermouth being Calder (in 1536), Holme Cultram and St. Bees (1538), but effects were also felt when houses further away were dispossessed of their lands, for example Fountains of its Borrowdale holdings. There would be a period of readjustment, but the sheep would still be there and shepherds still be needed. It was the more local manufacture and sale of products that brought a new prosperity to places like Cockermouth. The opening up of trading by adventurers such as Raleigh was a further spur to industrial growth. By the end of the 16th century Cockermouth was well established as a market town and its industrial growth had begun.
The chief industries of the town in the period 1640-1700 were listed as woollen weaving and the manufacture of shalloons; hats, many of them probably steeple-crowned; and various types of leather dressing – breeches, gloves and high-topped boots included. [9] From the end of the 16th century there was a falling off in the Lake District woollen trade and many fulling mills changed to bark, sawing, bobbins and paper. [10]
Cockermouth had by this time become a very important commercial centre, partly owing to the activities of mining and quarrying, of which little was to be found near the town but which often took place on land belonging to the castle. Much of the iron and coal mining of West Cumberland was on ‘Egremont’ land. Eastwards, mining began in Newlands as early as 1230, was developed by Dutch and German miners in the 15th century and then further encouraged by Henry VIII. A thousand local men worked there, of whom an appreciable number must have been from Cockermouth. Many German miners were eventually in the area and they have left us derivatives of their surnames – Parker, Dodgson. Jenkinson, Stoddart, Dickson. etc. [11] In 1699 the Duke of Somerset quarrelled with the Dutch lead smelters and built his own smelter in Newlands
Metal from the Newlands mines was at first stamped in Keswick, but later at Cockermouth Castle, so the trade came this way by pack-horse [12] and the town was involved in the transport of lead and copper to the coastal ports. One factor which led the Earl of Northumberland to join in the Rising of the North arose from his mining activities. Any silver and gold mined was the Queen’s by law, but he was annoyed when by a ruling of 1567/8 she also claimed the copper.
Near Cockermouth was a small lead mine north of the Embleton road, where the waste may be seen a little west of the Wheatsheaf Inn. Mineral deposits were scattered throughout the region and there are many records of leases granted for their mining, such as that of 1649 by which the Earl of Northumberland leased the lead mines in Derwentfells to Colonel William Beale and London merchants for ten years, the rent to be one-eighth part of the proceeds. [13]
Reference is made in some of the castle leases to quarrying, and this has been an important feature of the Cockermouth district. There has been small scale quarrying for building on neighbouring hills such as Slate Fell, and further afield Honister Quarry (first mentioned in 1643) [14] was one of the three important slate quarries in Cumbria, sending stone over a wide area. The smaller quarries are no longer used, but as recently as 1905 the Hay Quarry was leased to John Wren. The large Close Quarry at Embleton worked a sill or flat intrusive sheet of diorite (a granite-like rock). The Cumberland Granite Co. Ltd., which leased it early in this century, ran into difficulties and the lease was assigned to Evelyn R.C. Kerr as liquidator at the end of 1911. But this was not the end of a quarry which 50 years earlier had contributed stone to the building of the nearby railway, on which it had a siding. In 1931 the Embleton Quarry Co. Ltd. decided to spend £20.000 on developments, tunnelling to a lower level. [15] It continued to provide stone for roads until the diorite ran out and it was closed in the early 1950s, at that time being run by the Keswick Granite Co. who owned the Threlkeld Quarry.
West of the town there has been appreciable quarrying of the limestones and grits of Brigham and Broughton. The limestone from the Brigham quarries was mostly for iron smelting at Workington, for which purpose it was transported by a tramway down to the Workington-Cockermouth Railway. Quarrying in the Broughton area goes back to Roman times. To the north Moota Quarry still produces limestone, as did the neighbouring Clints Quarry until it was recently closed because of its proximity to Blindcrake village. Tendley near Eaglesfield is still a source of limestone and Deanscales was re opened temporarily in 1975-6 to provide material for the building of the A66.
Another commodity featuring in castle leases is clay. There is a record dated 1755 recording that Jonathan Potts and George Potts, bricklayers, were getting clay on Cockermouth Common for an annual rent of 30s, payable on Lady Day. [16] On 16th December 1779 an agreement [17] was made between Thomas Benson, acting for George O’Brien, Earl of Egremont, and four Cockermouth men Christopher Osmotherley, John Carter, Thomas Mackreth and John Mackreth, giving them
- “The Liberty to search for get and raise Clay for making of Bricks and to Burn the Same into Bricks in or upon any Part of the said Earls Commons and Wastes”
except south of a line from Shatton by Jenkin to Piel Wyke. The lease was to run 21 years, the annual rent being £2.
In 1814 a contract was made by John and Thomas Mackreth with Abraham Mackreth and Robert Smithson for the latter to dig clay near the Town Head for £3-lOs per annum each. [18] Presumably the Mackreths’ lease had been renewed and they were sub-letting.
There are a few general features of industry which we will consider briefly before examining in more detail the different products and the individual sites. Mills were owned by the landowners, in this area the castle family, and leased to merchants or millers who quite frequently sublet. The advertisements for the sale of mills which appeared from quite early times related to the sale of the lease and not of the property. Frequently there was a clause in the contract requiring the lessee to leave the mill at the end of his tenancy in the condition in which he found it. He might wish to change the purpose of a mill when he took possession, as for instance when Little Mill was leased in 1763 to two men who wished to convert it from corn milling to bark crushing for the tanneries. [19] They were bound by the contract to restore the mill to corn at the end of their 21 years’ tenancy_
A change in the function of a mill was a fairly common practice and is well illustrated by the account of Rubby Banks Mills in the next chapter. If the demand for a product fell a mill tenant would probably look for something more profitable to make. Consequently we find the changes rung on corn, wool, linen, cotton, thread, leather, hats, paper, bobbins, chums, wood turning, nail making, etc. If it was seen that a new line prospered then other mill-owners in the town would tend to follow, introducing competition which could spark off further changes. The need to change suggests that there was a shortage of money to carry a business through a trade recession.
The church registers and the county directories are a mine of information on occupations and indirectly on industrial development. In 1700 are mentioned bleacher, smith, whitesmith, carrier and excise man. Ten years later we have glover, dyer, tailor, dipper, piper, miller, vulcan (smelter). Then a period of mill building is indicated by the number of joiners and builders recorded, followed by an influx of spinners. By about 1740 Cockermouth was well on the way to being a mill town, as the extended list of occupations shows – millers, tanners, dyers, hatters, glaziers, maltsters, carpenters, blacksmiths, coopers, wheelwrights. two ferrule makers and a pump maker, together with those such as grocers, apothecaries, tobacconists and a barber and wig maker who supplied the needs of the people. In the 1780s the Northern Directory names two firms manufacturing hats (WilIiam Johnson and Son and John Robinson and Co.), one flax dressing (Robert Cort and Son), one making thread (Robert Barns), one tanning John Nicholson), one dealing in leather (Hugh Beeby), two mercers and drapers (Richard Radcliffe and John Simpson), merchants and manufacturers (Matthew and Richard Smith), brewers (Miles Ponsonby and Co.), and the supporting grocers, etc. The list is short; only 21 businesses named, and is certainly incomplete.
The Universal British Directory of 1790 gives a much fuller picture of the life and bustle which there must have been in the town at that time. The Directory points out the advantages of Cockermouth over neighbouring towns – its excellent situation for trade and manufacturing, in a surrounding countryside both populous and fertile, with several coal mines and three sea ports within 15 miles, and with a constant and plentiful supply of water. Tanned leather goods were then bringing an annual profit of £14,000 to the town; hats some £7,000; and shalloons and other coarse woollens about £6,000. Some of the best town houses date from this late 18th century period of prosperity. Judging by the list produced by Parson and White in 1829 the town was now developing rapidly. Space permits only the chief trades to be mentioned:

Tanners:
George Beeby near Kirkgate.
Abraham Hetherington in Castiegate.
John Hodgson in Castlegate.
John Slack in Castlegate.
John Threlkeld near Kirkgate.
Curriers and leather cutters
Jonathan Biglands in Stoddart’s Buildings, Bridge End.
George Birkett in St. Helen Street.
John Dodd in the Old Hall.
Joseph Pearson in St. Helen Street.
Sadlers and trunk makers
Thomas Coulthard in Main Street.
Joseph Fletcher in Market Place.
William Grave in Main Street.
George Mulcaster at Cocker Bridge End.
Hat manufacturers
John Hodgson in Kirkgate.
Edward Sancton, jnr., in Market Place.
Thomas Stretch in the Goat.
Thomas Wilson at Cocker Bridge End.
Linen manufacturers
John Elliott (canvas) in St. Helen Street.
William and Jonathan Harris in Main St and Goat Mills.
Cotton manufacturers (check and gingham)
Joseph and Richard Banks in Market Place.
William Black in S1. Helen Street.
Joseph Elliott in Market Place.
William and Jonathan Harris in Main St and Goat Mills.
William Stoddart at Cocker Bridge End.
Woollen manufacturers
(blanketing, collar checks, horse sheeting, kerseys, sagathies, coloured flannels, saddle surges, etc.)
Joseph Grave in Sand Lane.
John Robinson in Main Street.
Edward Sancton and Son in Market Place.
Richard Smith at Cocker Bridge End.
Dyers
Thomas Robinson at Cocker Bridge End.
Joshua Sim in Main Street.
Flax and tow spinners and sewing thread manufacturers
William & Jonathan Harris in Main St and Goat Mills.
Thomas Robinson at Cocker Bridge.
Joshua Wharton in Sand Lane.
Some of these locations will indicate the nearest road to the factory or possibly an office.
There were also in 1829 –
7 attornies,
2 auctioneers,
5 bakers and flour dealers,
8 blacksmiths,
13 boot and shoe makers,
3 braziers, plumbers and tinplate workers,
3 brick and tile makers (Thomas Mackreth of Kirkgate, William Mackreth of St. Helen Street and Rt. Smithson of Sand Lane),
7 coopers, turners and chair makers,
5 corn millers,
2 brewers,
4 maltsters,
5 nail makers,
a millwright,
and a host of shopkeepers of many kinds, with joiners, horse furnishers. etc.
In the middle of the century, 1847, Mannix and Whellan wrote
- “There is a considerable manufactory carried on in hats, which employs about 100 hands; of coarse woollen cloths and shalloons in which about 300 hands are employed; of checks and coarse linens there are about 50 hands; and the leather trade, in various branches, employs about 50 hands. The whole place bears an air of opulence…. the Messrs. J. Harris and Sons alone employ upwards of 200, and their factories were greatly enlarged in 1847.”
The average wage for a man at this time was £10 a year, for a woman £4.
The prosperity of the town in the first half of the century is shown by the population figures, which doubled from 2865 in 1801 to 5775 in 1851.
A summary of the locations of trades, etc., listed in 1847 shows a heavy bias still towards the eastern end of the town. Main Street had 135, Market Place 72, St. Helen’s Street 45, Kirkgate 27, Castle St. 14, Crown St. 14, Market S1. 12, Challoner St. 10, the Gote 9, Skinner Street and Sand Lane each 3, Cocker Lane, New St., Waterloo St., Old Brewery, South St. 2 and Cocker Went, Old Hall, Jackson’s Yard and Sullart Street 1. Forty years later, in 1883, [20] there is a decrease in the traditional industries only four tanners (Henry Dodd in Kirkgate, Peter and Joseph Fletcher at the Castle Tannery, the Robertson brothers in S1. Helen’s Street and Jos. and Thomas Threlkeld also in S1. Helen’s Street); Fitz Mill and Derwent Mill manufacturing thread; and only two woollen cloth manufacturers, W. Brown and Co. Ltd. at the Tweed Mill and George Tinker in Rubby Banks. This was offset by other developments. There were now three agricultural implement firms – Haughton and Thompson in South Street, William Robinson at the Fairfield implement works and Joseph Herbert in the Derwent Foundry. The rope and twine maker was still in Kirkgate.
Farmers and carriers were served by six blacksmiths, and there was the usual range of craftsmen in the building, joinery and ironmongery trades. Tailors and drapers were up to 31, hairdressers to 6 and milliners to 11. There were 36 inns and hotels and 3 coffee houses, including the Whitehaven Cocoa and Coffee Tavern Co. Ltd. which provided refreshments at the railway station. A confectionery works had also started in the town.
In addition to its own manufacturing activities Cockermouth controlled the trade of a wide area.
The Court Leet ruled in 1660
- “That what cattle should be imported at Workington, Whitehaven and Allenfoot, the owners thereof may pay to the officers of our sd. Burrough for every horse 6d for every ox cow and heifer 4d a piece and for every sheep id. Similarly for tarr herring (4d a barrell), beefe, lead (6d per hundred) and coales (4d per Tunn).” [21]
In 1781 the trustees for Whitehaven port included the Cockermouth MP and John Wordsworth and the officials for Whitehaven and Harrington ports swore their oaths at Cockermouth. [22] The statement by Daniel Defoe in his account of a tour of Britain in the 1720s “that vessels of good burthern sailed up to Cockermouth” is another instance of a writer being misled by the town’s name. Norman Nicholson doubts whether Defoe ever visited the town and describes him as an accomplished liar with a vivid imagination.
Almost every village had a corn mill, and most a fulling mill, for people must not only be fed but clothed. The making of woollen cloth was one of the earliest of industries and wool itself was of great importance. The ransom paid to Austria for Richard the Lionheart about 1190 was in wool, of which Kendal contributed two sacks. [23J While fulling was done in a mill (as early as 1156 in Cockermouth). spinning and weaving were carried on in the homes of the people, the former by women and children, the latter by the men. The ‘fulling of cloth, giving it thickness and ‘body’, was originally achieved by placing it in troughs of soapy water and walking on it with bare feet in a walk or waulk mill, thus converting the loose weaving into a thick felted mass, tightening the weave and making the product warmer and more resistant to water. Later the pounding was done by water powered hammers. The soap was made in this area from potash, obtained by burning bracken, and this was an organised subsidiary industry. [24]
‘Packmen’ collected fleeces and brought them to the central warehouses of the organising ‘clothiers’, where they were weighed and sorted by ‘fellmongers’, ‘spullars’ and ‘sorters’. Women and children in their homes then carded and spun hanks of thread, about 540 yards in length. The male ‘websters’ or ‘weavers’ produced ‘pieces’ 1 yard by 20 (later 40) yards. The ‘bowchers’ or ‘bowkers’ cleaned the cloth, the ‘dyers or ‘dysters’ coloured it, usually blue in the Cockermouth area, then following fixing and fulling it was stretched by tenterers’ or ‘listers’ by hanging it on rows of poles in tenter fields. Various processes produced different finishes, before the cloth was sold through the agency of the ‘chapmen’. A clothier would have quite a large work-force, usually at least 100, possibly 1000.
The ‘spinning galleries’ found further south in Cumbria (possibly used for washing and drying rather than spinning) are not a feature of Cockermouth. but weavers’ cottages are to be seen. These often have an additional row of windows close to those of the first storey to give additional light to the looms kept on the upper floor. The row known as Teetotal Lane, backing on to the United Reformed Church premises, was considered to have been weavers’ property and other examples occur in the town, often modified when home weaving ceased.
There was a weaving settlement in the Sullart Street area, separate from the main town. The tythe map shows three weaving shops here in 1840.
The change from domestic to mill manufacture was gradual. Carding was the next process after fulling to be centralised, followed by spinning. Eventually almost everything was done in three- or four- storeyed textile mills, although there were still some ‘outworkers’ late in 19th century.
The branches of the woollen industry have given us many surnames and also left their mark in the names of inns in the town such as the Woolpack in Market Place and the Weavers Arms in Main Street, demolished to make Bridge Street.
There was a widespread demand for wool from the northern counties, especially for working class clothing, and in competing with richer wool-producing areas Cockermouth had the advantage of cheap water power. This was supplemented by steam towards the end of the 19th century, but some mills, such as Rubby Banks, remained water driven.
Like most industries, the wool trade had its good and bad periods. In the latter half of the 14th century there was a boom – production of broadcloth in the country trebled and exports went up ninefold. The latter were organised through the ‘staple’ a merchant guild based in Calais (a British possession) which controlled all trade to the continent except to Italy. [25] There was frequent legislation affecting wool. Edward III placed a 33.33% tax on the staple trade to boost home manufacture and to make money.
Cockermouth (in the wool trade second only to Kendal in Cumbria) and the north as a whole found it difficult to pay the admission fees to the staplers’ guild and the staplers, who had a monopoly, would not trouble to come so far north, so in 1618 the northern brokers petitioned the Privy Council for permission to trade with other towns free of the Council’s ruling on minimum prices. After a second petition permission was granted the following year for free trading in the three northern counties. [26] Kendal and Cockermouth made some recovery, but many farms suited only to sheep rearing had by then been abandoned and fulling mills vacated or converted to other uses.
Cumbrian wool had a decline in the 16th century. A number of factors were responsible for this the plague, competition from Spain and competition from the midlands and south of England, where the sheep produced finer wool and there were not the difficulties of collecting fleeces from remote hill farms. Cumbrian wool was described as being suitable only for “frizes [thick, rough woollen garments of lasting quality], cottons [imitation in wool of continental fustians, that is coarse, twilled fabrics woven to give diagonal lines ] and coarsest cloth, [27] but there was nevertheless demand for it both at home and abroad. To boost the trade nationally statutes were passed compelling burial in wool (1667) and the wearing of woollen clothes, as that of 1571 which stated
- “Every person above the age of six years (except maidens, ladies and gentlewomen; and lords, knights and gentlemen of twenty marks a year) shall wear upon the Sabbath and holiday, upon their head, one cap of woolknit, thicked and dressed in England, on pain of 3s. 4d. a day. “[28]
The prices paid locally in 1730 are found in the records of Humphrey Senhouse’s sales. [29] In that year he sold to Joseph Westray, a searge weaver at Cockermouth, 30 stone at 5s-0d per stone (l4Ibs), of which half “was my own sheep wool, the other half of the bought-in wool”, so Humphrey Senhouse was apparently doing some wool ‘brogging’. He also supplied ‘mug wool’ to Joseph Rothery, a Cockermouth felt maker and to George Sancton, of the Ship Inn, Cockermouth, at 5s-0d. “County wool” was then fetching 3s-6d. a stone.
Linen and cotton manufactures were never domestic industries as was wool, but they played a large part in the working life of Cockermouth as we shall see when we consider individual mills.
The effect of the introduction of more advanced machinery on textile manufacture and the work force is shown by a letter dated 16th November 1781 written by Richard Radc1iffe of Cockermouth to his friend Humpbrey Senhouse of Netherhall. [30] Radcliffe was a substantial linen-draper, mercier and clothier dealing in woollens, haberdashery and millinery, but obviously becoming interested in cotton, of which Senhouse’s brother William, Surveyor-General of Barbados, was shipping ever increasing quantities to England.
- “It will give you great pleasure”, wrote Radcliffe, “to hear a new manufactory is establishing here that probably will be of great consequence to the future prosperity of the place – cotton spinning and manufactory on a new plan, that do as much and evener and truer as many hands can do in the same space of time, and in time we hope to have many loombs employed. The shuttles have springs to them and weave much quicker than the old method. We have two machines for carding wool that go by water; one of these only cards, the other cards, roves (that is opens the cotton), spins, winds, twists and compleates it ready for weaving, and this machine, attended by only two people, will do a great Quantity of work in a day. The first inventor of this great improvement in the Mechanical and manufactoring branch is one Alkright who was a Barber in Manchester fourteen years ago and had not creditt for 5s. He is now worth 3 hundred thousand pounds and employs a great many thousand persons of all ages from four years old upwards and [ have no doubt annually returns from 2 to 3 hundred thousand pounds [a] year. Mr. Smith, myself and three men from Manchester are att present the partys concerned, butt as in time a very considerable sum of money may be employed wee may take other Partners, of which already we have the offer of many.”
This was only some six years after the invention of Arkwright’s spinning jenny, so this feature of the industrial revolution reached Cockermouth quickly. Probably Radcliffe was hoping that Senhouse would join him in this new venture. Possibly he was already financially worried, in spite of his enthusiasm. At the end of 1781 there was a great fall in wool prices, part of a trading recession wider than the wool trade.
On 24th February 1784 the ‘Pacquet’ announced Radcliffe’s bankruptcy and in May he wrote to Senhouse
- “Last Tuesday I gave up the little I was possessed of and underwent my examination for bankruptcy, having lost upwards of £10,000 sustained in a thirty years’ adverse trade and no prospect of better times.”[31]
In July the ‘Pacquet’ carried an announcement from Kirkpatrick and Johnstone, mercers and drapers of Cockermouth, that they had taken a house opposite the Appletree to sell Radcliffe’s remaining stock at 25% below cost price. [32] Radcliffe told Senhouse that after his affairs were settled he wished to take lodgings in “your rising and much improving town of Maryport.”
Radcliffe’s bankruptcy was only one of several in Cockermouth around the turn of the century. The reasons were various – loss of trade because of the war with America and its secession in 1782; a woollen trade suffering from the imports of cotton; the unsettling of the economy by the Napoleonic wars; perhaps in Radcliffe’s case over-investment in Arkwright’s water frame; and the failure of the Lakeland cotton industry to compete with the growing production of Lancashire and Paisley. When peace came in 1815 the many Cumberland weavers were desperate. Southey wrote from Keswick in 1816 that “The whole fabric of social order in this country is in great danger.” The average wage for a man was 5s. [25p] a week, with working days of about 14 hours, and in May a strike in Carlisle spread to Cockermouth. The MP for the borough, Curwen, tried to obtain help for weavers to emigrate.
Allied to the manufacture of various textiles was the dying trade, developing to an appreciable extent in Cockermouth in the middle and late 1700s. Different colours were obtained by secret recipes using local plants, tree barks, etc. From about 1820 textile firms tended to have their own dye works instead of sending out the cloth to specialist dyers.
Cockermouth’s greatest linen firm began in the town in the early 19th century, the hat trade about 100 years earlier, and both will be considered in the next chapter. We may however note here a trade related to hat manufacture, that of rabbit dealing. Humphrey Senhouse, whose wool sales were mentioned above, was also interested in rabbits. He had contracts with Cockermouth, Carlisle and Whitehaven and the family records give details of the trade. In 1729 and 1730 Benjamin Drape of Cockermouth agreed to take “all the rabbits he [Senhouse] shall deliver at Bd, per couple” In 1730 Netherhall sold 863 couple and consumed 80 couple at the hall and, to make up these numbers,
Senhouse received some from his neighbours and some from his son-in-law Christian. There is a record of Joseph Plaskett’s wife selling 300 couple at Cockermouth in 1734 and receiving 13s. payment. The rabbits were conveyed in panniers on horses, 40 couple making up a load. Senhouse provided the horses and the carrier was at one time paid Y4d. a couple for the Maryport-Cockermouth journey and Y:zd. a couple for Maryport-Whitehaven. [33]
A further industry which arose in the town because of its position in the centre of an agricultural area was tanning. As with wool. Cockermouth came second in importance to Kendal for Cumbria. Hides from the district were supplemented by imports from Ireland. In addition to a plentiful supply of water, Cockermouth had ready to hand two other essentials of the industry – lime and bark.
The hides were immersed in quick lime to remove the hairs, then washed and scraped to remove the fat and grease, and re-immersed in baths of dog or hen manure in which the acid counteracted the lime and the sinews began to swell and thicken into leather fibres. These processes caused river pollution and gave rise to complaints from dyers, wool washers, etc., who wished to use the water further downstream. Finally the hides were placed in tanks of tanning juices, preferably solutions of shredded or minced bark from oak, ash, birch or hazel trees, oak being the best. From about 1600 coppicing was used to produce these young barks, the trees being cut on a 15 to 25 year cycle. [34]
A tannery might have as many as 50 pits of bark solution, in varying strengths and of varying age. The tanks were usually cubic of from 4 to 6 ft. The hides went first into the old and mellow solutions, being moved on each fortnight into stronger, and the process finished at different stages for different leathers. That intended for clog soles for example could spend two years travelling through 50 pits. There were many allied trades. Curriers prepared leather for different purposes, slitting or shaving it to produce a product thin enough for clothes, or smoothing it with oil, or using ridged boards to give a grain finish for belts and harness.
Cordwainers used dressed leather to make breeches, gloves, shoes and boots, high-topped boots being a speciality. Saddlers and harness-makers catered for horses. Right at the beginning of leather manufacture, before the tanners, came the skinners, commemorated for example in Skinner Street
A notice of sale appeared in the ‘Pacquet’ in January 1777 and again seven months later for a tan yard at Cockermouth which had 34 pits, 2 dying lofts, rooms below, bark mill, scouring house, beam house and office, with all utensils and a quantity of oak bark if required. “Fairly situated, well watered and nigh the Market Place”. [35] This tannery had its own bark mill.
The leather searchers ensured that there was no cheating, checking that poor leather was not made to look like higher quality. A Court Leet record of 1688 stated
- “We amerce Robert Fisher of Beck Wythop 6s-8d. for carrying away tanned leather being not sufficiently tanned according to the statute and after the same was seized by the sworn searchers.” [36]
All tanning in the town has now ceased, although there were tanneries until well into the 20th century, and with the tanning have gone the related trades. There is little demand for harness, and leather clothes and footwear are now factory produced.
Cockermouth early developed a trade in fish, not only for local needs but sending salmon as far as London. The value placed upon fishing rigbts is shown by the charge for the Derwent fishing in 1437 – 20 marks (£13-6s-8d.), as much as the rent for 340 acres of grassland in Cockermouth Parks. [37]
Iron smelting existed in Roman and pre-Roman times, dependent on the use of charcoal in bloomeries, so named from the Anglo-Saxon word for a lump of iron. Such sites abound in the Lake District, sometimes perpetuated in names such as cinder and scaw referring to slag. There was a bloomery on the shores of Crummock Water, below the aptly named Cinderdale Common, and a Bloomery Beck flows through lsel, while within Cockermouth itself Cockermouth School stands on Cinder Hill. Eventually the small bloomeries gave way to larger concerns where spades, nails, tools and farm machinery were made. Forges and foundries existed in Cockermouth and there was a scheme for considerable development at Double Mills which we will examine in the next chapter. Then blast furnaces were invented and the iron and steel industry of West Cumberland and other places in Britain replaced the forges and foundries of the small towns.
Coppiced trees and full grown trees provided timber for a number of Cockermouth industries, usually after the bark had been removed for the tanners. Bobbins were in great demand, a large textile mill using hundreds of thousands at a time. Timber was needed by the town’s coopers, basket makers, wheelwrights, wood turners, etc. Timber could be used in paper-making, but rags were earlier used for this purpose, not only from the local textile mills but even imported, as the following ‘Pacquet’ advertisement of July 1776 shows
- “To be sold, the Stock in Trade and Utensils belonging to a Press-Paper-MiIl, situate near Cockermouth”,
with two glazing machines, dwelling houses at the site for workmen, ground for a cow and commons adjoining. The premises are described as in good repair and a note states that foreign rags may be imported on easy terms. [38]
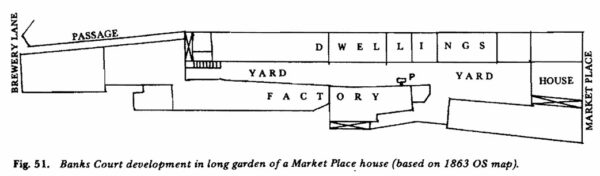
The domestic system of manufacture has been described in connection with the wool trade. Within the town a practice developed of having large craft shops or mills with workers’ cottages adjacent. An excellent example of this remains intact in Banks’ Court at the foot of Castlegate. What had been the long garden of a large house facing on to Market Place was used for woollen manufacture, a mill being built down one side of the garden and cottages down the other, a small piece of land remaining at the far end for drying cloth. In this court some of the cottages are still occupied. A similar arrangement formerly existed behind Castle Vaults in Castlegate and there were more such yards in the town.
Radcliffe mentioned four-year-old children working in the mills. They helped in home industry as soon as they were able, but their employment became a vital feature of mill organisation. There is not space to examine this in detail, but we may note that Davies-Shiel and Marshall describe child labour as being particularly bad in the bobbin mills where there were many pauper ‘apprentices’, underfed, underclothed, overworked and untrained. [39] The four factory acts of 1802-1830 related only to the cotton industry and then the 1833 act extended provisions to all textile mills except silk. The four inspectors appointed (for the whole country) reported to Parliament and the act consequently ruled that no child under nine should work in a textile factory, those of9 to 13 not more than 12 hours a day and 48 a week and the 13 to 18 group not more than 12 and 69. No child was to work between 8.30 pm. and 5.30 am.
However, it was difficult to enforce such regulations with only four inspectors and easy to forge a child’s age before registrations of births became compulsory in 1837. Cockermouth factories were doubtless as bad as those elsewhere. Conditions gradually improved but it was not until 1891 that the minimum age for factory work was raised to eleven. Not only were the children’s hours of work long and of sleep short, but pay was poor and working conditions unhealthy in the extreme.
To conclude this chapter on industry in general: In the late 17th century there was a shortage of small coinage throughout England and many persons of standing, usually manufacturers, issued tokens which had value in a restricted area. Cumberland had fewer of these than any other English county, as the small value Scottish bodies were used. [40] Cockermouth had only three issues, each of them farthing tokens. One in the 1660s came from Anthony Bouch, who owned land adjoining Laithwaite known as Bouch Fields and who was entitled to bear arms. In addition to having his initials and the date the token was inscribed “I am for publique use. Good in Cockermouth.” Another bore the name of Leo Scott on one side and “I am for better change” on the other. Leonard Scott’s marriage to Cetteryn (Catherine) Cape was registered at All Saints on 10 June 1656. The third had “Thomas Watson 64” on one side and “In: Cockermouth – T.I.W.” on the reverse. Thomas Watson appears on a Cockermouth Castle rent roll for the period.
No doubt Cockermouth millworkers were paid partly in goods or in tokens which could be spent only in the tommy-shops in which the employers had an interest, until the Truck Act of 1831 ruled that artificers were to be paid wholly in coin, a ruling extended in 1887 to all manual workers except domestic servants and farm workers.
There is no guildhall in Cockermouth. That in Carlisle, built in the 14th century and recently restored, was the meeting place of the eight guilds of merchants, weavers, tailors, butchers, shoemakers, skinners and glovers, tanners and smiths (working in various metals). The regulation and protection of industry provided by the guilds and the restrictive apprenticeship system established as early as the 13th century would presumably be in force in Cockermouth, the commercial centre of a wide area of the county, until a royal statute of 1562 took away many of the guilds’ privileges but left the apprenticeship system. [41]